 产品概述
产品概述 自攻螺套(或称自攻衬套)是一种带有内外螺纹以及切削孔或切削槽的紧固件。其不必预先攻螺牙,可直接旋入母材形成螺纹面,对于已溃牙的螺纹也能维持原尺寸。自攻螺套用于轻合金(铝、镁、锌及其合金)、铸铁、黄铜 / 青铜、热固性塑胶和层压板、木头。主要用于汽车的引擎、传动部件以及其他部件如后视镜、散热片、减震器等;工厂设备的法兰接头、建设设备、燃油设备等;家用电器和办公设备;电容、大电流设备、射频以及电信系统、牙科设备。在军事上主要应用于坦克、战斗机、舰艇等。
自攻螺套优点
自攻螺套具自行攻螺纹能力,母材不必须先攻牙,节省成本支出。
和成品接触面大,承受拉力强,产品设计时可使用较低强度之材料。
对于已磨耗或溃牙之母螺纹具有修护作用,使用自攻螺套可继续使用相同的螺丝。
对振动抵抗力强,可防止松动。
与母材无余隙,母材若含气泡时亦有良好的气密性。
自攻螺套安装简便、迅速,只须一种装配工具,成本低,几乎无不良率。
自攻螺套类型

302/302H 型
302 系列产品在所有自攻螺套产品中使用最为广泛,其两个开槽不仅起到切削的作用,并且稍微有点向内的锁紧力。302H 型在 302 型上加了法兰,可以大大提高拉拔力和扭力。

307/308 型
307 和 308 系列产品用于难切削的材料,它有更大的壁厚、更浅但是更尖锐的外螺纹,该螺套使用 3 个孔作为切削刃。308 为 307 的加强型,两者的区别仅在于螺套的长度不同。307H/308H 是加了法兰的产品。

317/318 型
317/318 系列产品特别设计用来增加扭力和抗震能力,其功能是通过插入一根符合 DIN1437 标准的销轴实现的。
自攻螺套常用材质
碳钢
适合用于铝合金、铜合金、塑胶等工程强度较低的基材上;
不锈钢 303
适合用于铸铁等强度较高的产品上。
自攻螺套安装方法
方法一
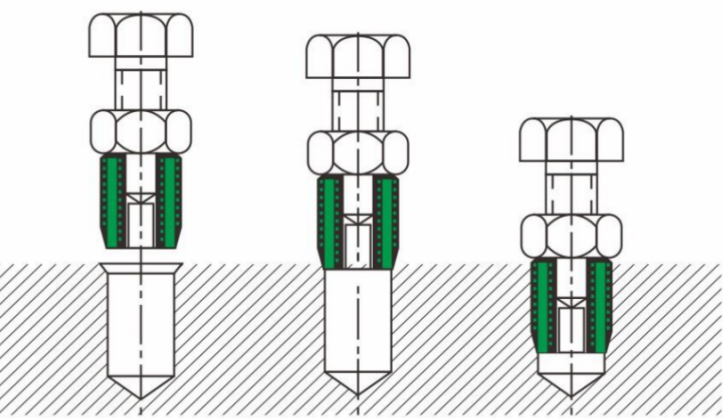
当安装数量较少时,可采取简易安装方法,具体就是采取对应规格螺栓 + 螺母的方法,如左图所示,将自攻螺套固定在对应型号的螺丝上,用同型号螺母进行固定,使三者成为一个整体,用扳手把螺套拧入底孔,后把螺丝退出即可。
方法二
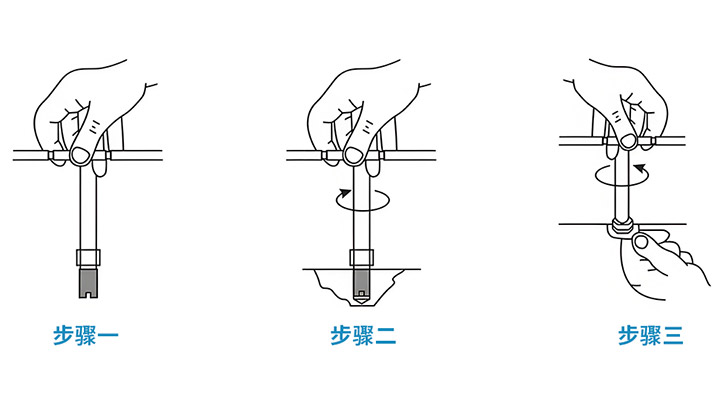
当安装数量较多时,可用专用螺套安装工具,具体操作方法参照左图。图中工具尾端为一六角头,可连手动攻牙扳手,也可接电动或气动工具。
步骤一
钻孔或者成型孔,孔径按照推荐并调整试验后的尺寸。将自攻螺套旋入手动安装工具,切槽或者切孔朝下,工具的尖端不要超过孔的上方尖点或者切槽上边。
步骤二
将螺套垂直旋入孔中。在初始旋入 1~2 个牙距的时候要确认是否偏移,有的话即刻退出并重新对齐。注意不要在自攻过程中反转安装工具。
步骤三
当自攻螺套到预计深度(螺套上端较工作表面沉下去 0.2mm)后,用六角扳手顶住下方的六角螺母,逆时针方向转动以退出安装工具。
安装注意事项
针对不同的加工材质,参考钻孔尺寸规格,进行预钻孔加工。当对应材质硬度较高时,请在钻孔范围内稍微加大所开的底孔。
将开槽端或三孔无端朝下,将自攻螺套安全安装进工具前端,垂直接触工件。装入时 (1P–2P) 请确认对准底孔,绝不可倾斜。发现倾斜时,请不要反转工具并重新调整使用。当进入 1/3–1/2 以后,便不可重新再来。另外,请不要反向旋转工具,否则会造成产品故障。
插入到规定位置后,用卡板固定工具的六角部,然后反转扳手使工具分离工件。
自攻螺套规格参数表
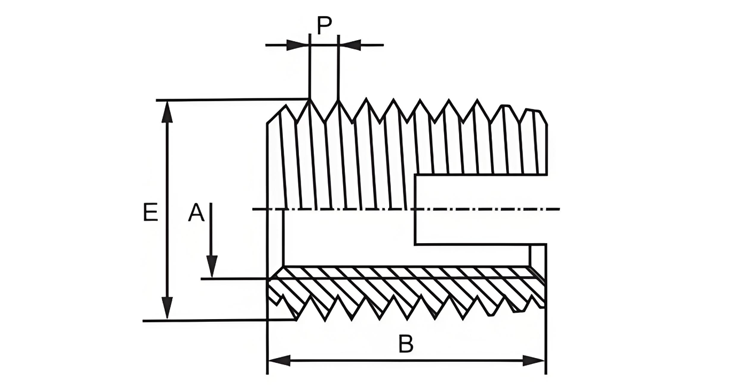
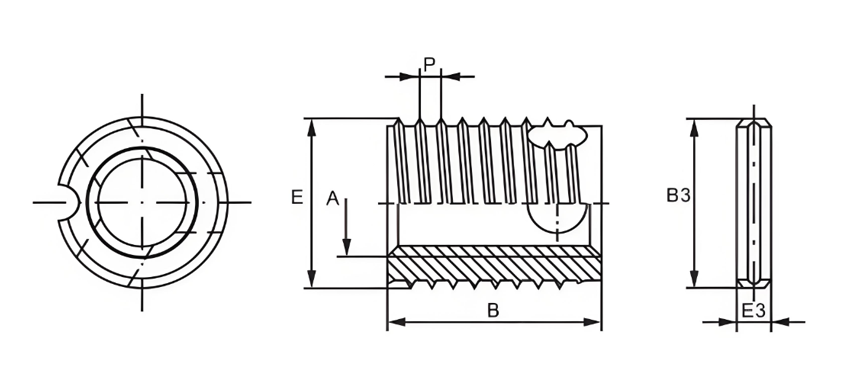
302 型(开槽型)自攻螺套
302 型(开槽型)自攻螺套。螺套头部开有一个切削槽,其切削槽具有自攻特性,容易装配,高度抗震放松性能。适用于轻合金、铸铁、含纤维塑料、树脂、硬木等。
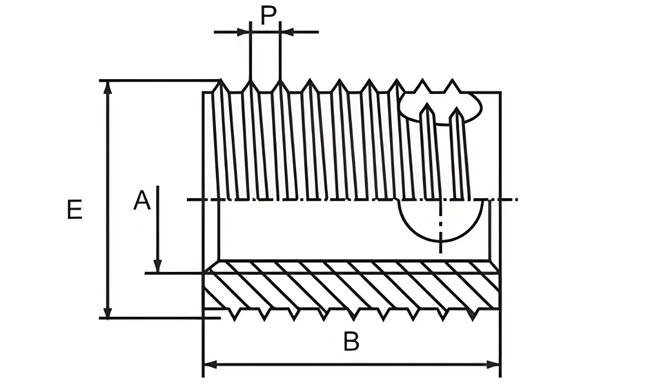
307/308 型自攻螺套
308 为 307 的加强型,两者仅长度不同,本产品具有三个自攻圆槽,容易装配,高强度螺纹及耐震。
317/318 型自攻螺套规格参数
317/318 型是在 307/308 型基础上发展而来,通过在螺套和基材孔间插入销钉来增强防旋转性能。
推荐应用 自攻螺套用于轻合金(铝、镁、锌及其合金)、铸铁、黄铜 / 青铜、热固性塑胶和层压板、木头。主要用于汽车的引擎、传动部件以及其他部件如后视镜、散热片、减震器等;工厂设备的法兰接头、建设设备、燃油设备等;家用电器和办公设备;电容、大电流设备、射频以及电信系统、牙科设备。在军事上主要应用于坦克、战斗机、舰艇等。
相关推荐

无尾钢丝螺套
无尾钢丝螺套

有尾钢丝螺套
有尾钢丝螺套

自攻螺套
自攻螺套

配套工具及安装方法
配套工具及安装方法

插销螺套
插销螺套
返回顶部

扫一扫 关注我们


