产品概述
产品概述 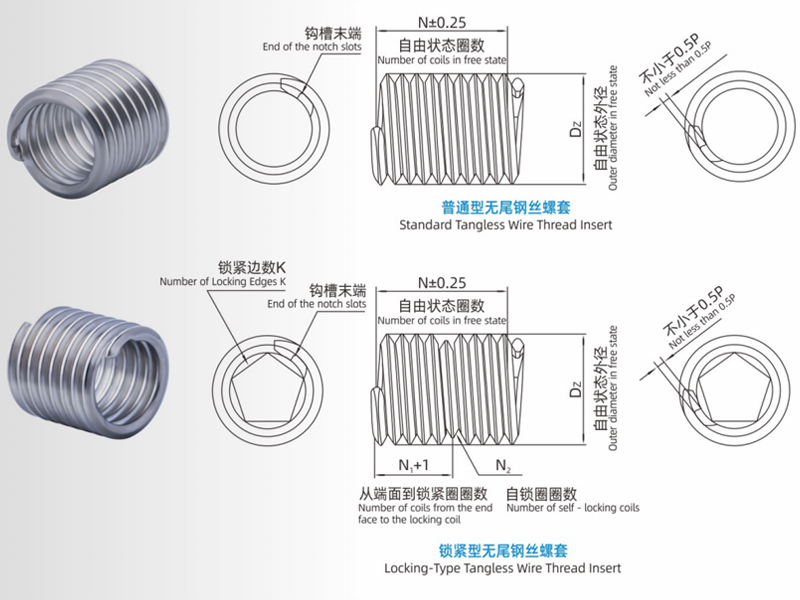
为什么选择无尾钢丝螺套?
1.无尾钢丝螺套两端设有钩槽,这种设计方式意味着没有尾部需要折断、取出或丢弃。
2.鱼钩槽设计使得钢丝螺套安装深度超差时可重新定位,或直接取出,不会对母材螺纹造成损伤。
3. 避免使用尾部折断工具,也无需在盲孔中耗时取出折断后的尾部,节约时间。
4. 无异物、残渣残留,提升汽车、电子设备、飞机等设备工作的安全性。
5. 双向鱼钩槽设计,无需区分方向即可安装。
钢丝螺套专用丝锥

钢丝螺套专用丝锥
钢丝螺套专用丝锥用于加工钢丝螺套安装孔的专用内螺纹,结构尺寸依照国家标准《细柄机用和手用丝锥》GB3464 - 83 等标准要求制造,材料为 W6Mo5Cr4V2,可机用也可手用。

直槽丝锥
通用性很强,通孔或盲孔、有色金属或黑色金属都可使用,手攻、机攻都行,价格也相对便宜。但是针对性差,短锥用于盲孔,长锥用于通孔。

螺旋槽丝锥
比较适合在专用攻丝机或加工中心等设备上加工盲孔螺纹,加工时切屑向后排出,切削效率高,内螺纹表面质量好。

挤压丝锥
适合加工韧性较高的有色金属,尤其是铜、铝合金铸件,不锈钢件,采用挤压成形工艺加工出的内螺纹孔,抗拉、抗剪强度高,加工表面的粗糙度也较好。
无尾钢丝螺套安装工具

手动安装扳手
其基本原理是使钢丝螺套通过一段引导螺纹,迫使外径收缩,以便顺利装入底孔。

自动安装扳手
自动安装扳手有气动、电动两种,具有高效、快速、安装定位准确的特点,用于批量钢丝螺套的安装或在装配生产线上使用。

钢丝螺套专用内螺纹塞规
用于检验钢丝螺套安装底孔的内螺纹
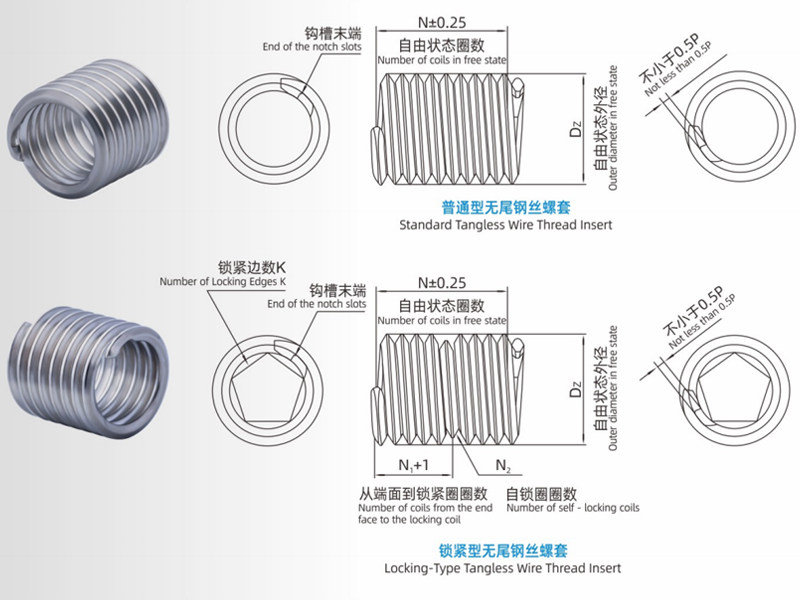
无尾钢丝螺套自由状态结构尺寸(单位:毫米)
| 公称直径 Nominal Diameter | 螺距 Pitch | 自由状态下外径 Outer Diameter in Free State | 锁紧圈数 Number of Locking Coils N2max | 锁紧边数 Number of Locking Edges K |
| d | P | Dz | ||
| 2 | 0.4 | 2.48~2.60 | 2 | 4~5 |
| 2.5 | 0.45 | 3.18~3.45 | 2 | 4~5 |
| 3 | 0.5 | 3.76~3.95 | 2 | 4~5 |
| 4 | 0.7 | 5.03~5.25 | 2 | 4~5 |
| 5 | 0.8 | 6.18~6.45 | 2 | 4~5 |
| 6 | 1 | 7.38~7.60 | 2.5 | 5~6 |
| 8 | 1.25 | 9.78~10.00 | 2.5 | 5~6 |
| 10 | 1.5 | 11.92~12.15 | 2.5 | 5~6 |
| 12 | 1.75 | 14.28~14.55 | 2.5 | 5~6 |
| 16 | 2 | 18.88~19.15 | 2.5 | 5~6 |
注:锁紧圈数及锁紧边数只适用锁紧型钢丝螺套
无尾钢丝螺套型式尺寸及安装参数表: ![]() 无尾钢丝螺套型式尺寸及安装参数表
无尾钢丝螺套型式尺寸及安装参数表
Φ—— 选用钻头直径;
L₁—— 无尾钢丝螺套公称直径长度;
L₂—— 无尾钢丝螺套安装后实际长度(L₂ = L₁ - P);
L₃—— 钻孔深度;
L₄—— 安装无尾钢丝螺套用内螺纹孔螺纹深度(L₄ = L₁ = L₂ + P);
L₅—— 无尾钢丝螺套距安装表面的间距(L₅ = 0.25P~0.75P)。
| 公称直径 d | 螺距 P | 公称长度 nd | L1 | 圈数 N | L3 | L4 | L2 | L5 | Φ |
| 2 | 0.4 | 1d | 2 | 3.25 | 3.6 | 2 | 1.6 | 0.1 - 0.3 | 2.0 - 2.1 |
| 2 | 0.4 | 1.5d | 3 | 5.5 | 4.6 | 3 | 2.6 | 0.1 - 0.3 | 2.0 - 2.1 |
| 2 | 0.4 | 2d | 4 | 7.75 | 5.6 | 4 | 3.6 | 0.1 - 0.3 | 2.0 - 2.1 |
| 2.5 | 0.45 | 1d | 2.5 | 3.5 | 4.3 | 2.5 | 2.1 | 0.1 - 0.3 | 2.5 - 2.6 |
| 2.5 | 0.45 | 1.5d | 3.75 | 5.9 | 5.6 | 3.75 | 3.3 | 0.1 - 0.3 | 2.5 - 2.6 |
| 2.5 | 0.45 | 2d | 5 | 8.1 | 6.8 | 5 | 4.6 | 0.1 - 0.3 | 2.5 - 2.6 |
| 3 | 0.5 | 1d | 3 | 3.9 | 5 | 3 | 2.5 | 0.1 - 0.4 | 3.0 - 3.1 |
| 3 | 0.5 | 1.5d | 4.5 | 6.3 | 6.5 | 4.5 | 4 | 0.1 - 0.4 | 3.0 - 3.1 |
| 3 | 0.5 | 2d | 6 | 8.7 | 8 | 6 | 5.5 | 0.1 - 0.4 | 3.0 - 3.1 |
| 4 | 0.7 | 1d | 4 | 3.7 | 6.8 | 4 | 3.3 | 0.2 - 0.5 | 4.1 - 4.2 |
| 4 | 0.7 | 1.5d | 6 | 6.1 | 8.8 | 6 | 5.3 | 0.2 - 0.5 | 4.1 - 4.2 |
| 4 | 0.7 | 2d | 8 | 8.4 | 10.8 | 8 | 7.3 | 0.2 - 0.5 | 4.1 - 4.2 |
| 5 | 0.8 | 1d | 5 | 4.3 | 8.2 | 5 | 4.2 | 0.2 - 0.6 | 5.1 - 5.2 |
| 5 | 0.8 | 1.5d | 7.5 | 6.9 | 10.7 | 7.5 | 6.7 | 0.2 - 0.6 | 5.1 - 5.2 |
| 5 | 0.8 | 2d | 10 | 9.7 | 13.2 | 10 | 9.2 | 0.2 - 0.6 | 5.1 - 5.2 |
| 5 | 0.8 | 2.5d | 12.5 | 12.3 | 15.7 | 12.5 | 11.7 | 0.2 - 0.6 | 5.1 - 5.2 |
| 5 | 0.8 | 3d | 15 | 14.8 | 18.2 | 15 | 9.2 | 0.2 - 0.6 | 5.1 - 5.2 |
| 6 | 1 | 1d | 6 | 4.2 | 10 | 6 | 5 | 0.2 - 0.8 | 6.2 - 6.3 |
| 6 | 1 | 1.5d | 9 | 6.9 | 13 | 9 | 8 | 0.2 - 0.8 | 6.2 - 6.3 |
| 6 | 1 | 2d | 12 | 9.6 | 16 | 12 | 11 | 0.2 - 0.8 | 6.2 - 6.3 |
| 6 | 1 | 2.5d | 15 | 12.3 | 19 | 15 | 14 | 0.2 - 0.8 | 6.2 - 6.3 |
| 6 | 1 | 3d | 18 | 14.6 | 22 | 18 | 17 | 0.2 - 0.8 | 6.2 - 6.3 |
| 8 | 1.25 | 1d | 8 | 4.7 | 13 | 8 | 6.8 | 0.3 - 0.9 | 8.2 - 8.3 |
| 8 | 1.25 | 1.5d | 12 | 7.4 | 17 | 12 | 10.8 | 0.3 - 0.9 | 8.2 - 8.3 |
| 8 | 1.25 | 2d | 16 | 10.6 | 21 | 16 | 14.8 | 0.3 - 0.9 | 8.2 - 8.3 |
| 8 | 1.25 | 2.5d | 20 | 13.5 | 25 | 20 | 18.8 | 0.3 - 0.9 | 8.2 - 8.3 |
| 8 | 1.25 | 3d | 24 | 16.4 | 29 | 24 | 22.8 | 0.3 - 0.9 | 8.2 - 8.3 |
| 10 | 1.5 | 1d | 10 | 5 | 16 | 10 | 8.5 | 0.4 - 1.1 | 10.3 - 10.4 |
| 10 | 1.5 | 1.5d | 15 | 8.1 | 21 | 15 | 13.5 | 0.4 - 1.1 | 10.3 - 10.4 |
| 10 | 1.5 | 2d | 20 | 11.2 | 26 | 20 | 18.5 | 0.4 - 1.1 | 10.3 - 10.4 |
| 10 | 1.5 | 2.5d | 25 | 14.2 | 31 | 25 | 23.5 | 0.4 - 1.1 | 10.3 - 10.4 |
| 10 | 1.5 | 3d | 30 | 17.2 | 36 | 30 | 28.5 | 0.4 - 1.1 | 10.3 - 10.4 |
| 12 | 1.75 | 1d | 12 | 5.2 | 19 | 12 | 10.3 | 0.4 - 1.3 | 12.3 - 12.4 |
| 12 | 1.75 | 1.5d | 18 | 8.4 | 25 | 18 | 16.3 | 0.4 - 1.3 | 12.3 - 12.4 |
| 12 | 1.75 | 2d | 24 | 11.7 | 31 | 24 | 22.3 | 0.4 - 1.3 | 12.3 - 12.4 |
| 12 | 1.75 | 2.5d | 30 | 14.7 | 39 | 30 | 30.3 | 0.4 - 1.3 | 12.3 - 12.4 |
| 12 | 1.75 | 3d | 36 | 18 | 43 | 36 | 34.3 | 0.4 - 1.3 | 12.3 - 12.4 |
| 16 | 2 | 1d | 16 | 6.5 | 24 | 16 | 14 | 0.5 - 1.5 | 16.4 - 16.5 |
| 16 | 2 | 1.5d | 24 | 10.1 | 32 | 24 | 22 | 0.5 - 1.5 | 16.4 - 16.5 |
| 16 | 2 | 2d | 32 | 13.8 | 40 | 32 | 30 | 0.5 - 1.5 | 16.4 - 16.5 |
| 16 | 2 | 2.5d | 40 | 17.5 | 48 | 40 | 38 | 0.5 - 1.5 | 16.4 - 16.5 |
| 16 | 2 | 3d | 48 | 21 | 56 | 48 | 46 | 0.5 - 1.5 | 16.4 - 16.5 |
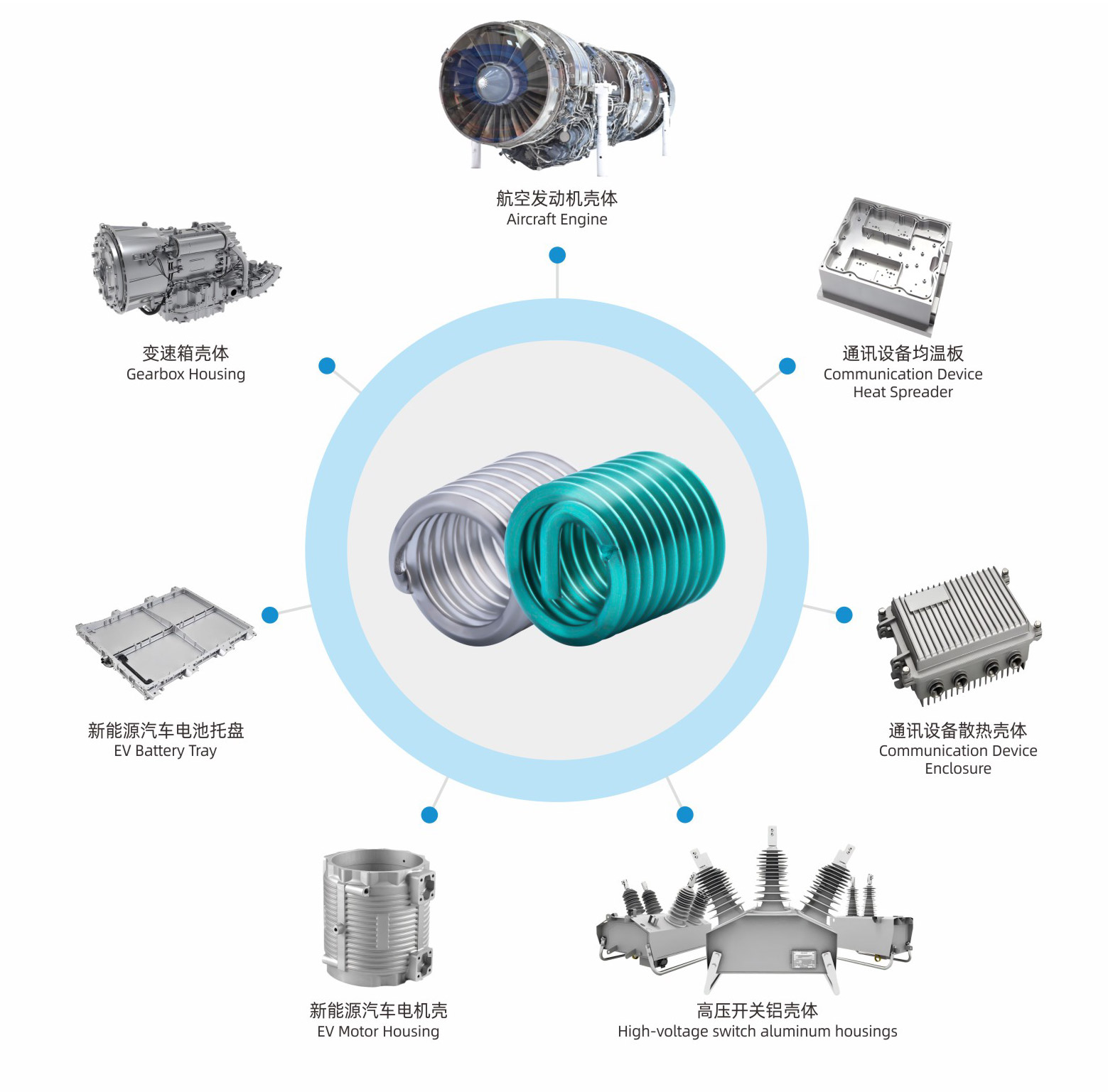
螺套产品应用



 典型应用场景
典型应用场景
钢丝螺套可在各种螺纹受力或易磨损部位使用,通过增强螺纹强度和抗腐蚀性,显著延长零部件寿命。
 相关推荐
相关推荐

无尾钢丝螺套
无尾钢丝螺套

有尾钢丝螺套
有尾钢丝螺套

自攻螺套
自攻螺套

配套工具及安装方法
配套工具及安装方法

插销螺套
插销螺套
返回顶部

扫一扫 关注我们