产品概述
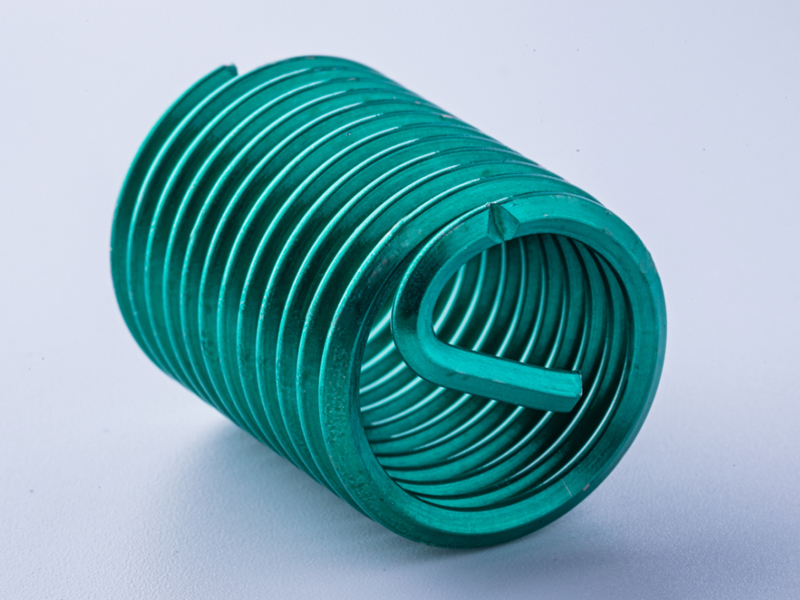
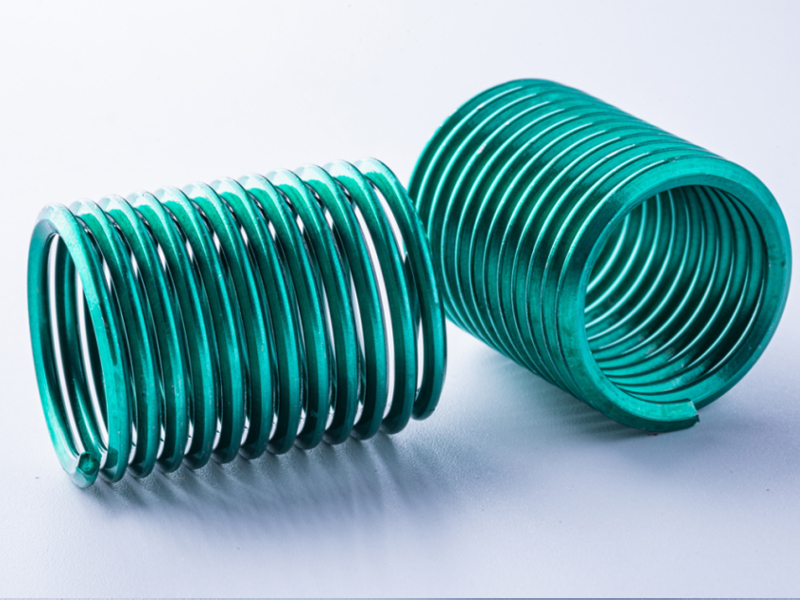
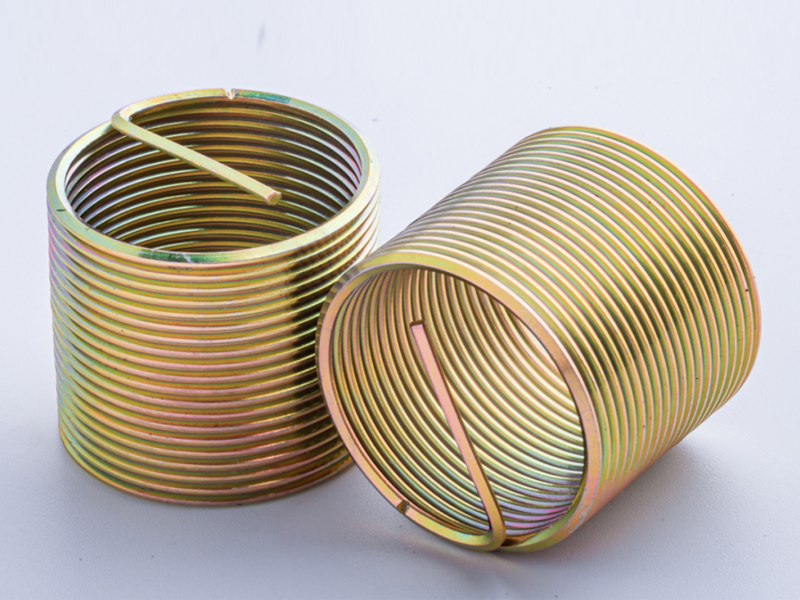
产品概述 普通型钢丝螺套:分有折断槽和无折断槽两种类型,是由多圈螺旋线圈组成,通过选用合理的安装长度,在螺钉和基体内螺纹之间形成弹性连接,消除螺纹制造误差,增强连接强度,与传统套相比,减少附加体积和重量。
普通型有折断槽钢丝螺套主要用在通孔上,是应用最广泛的一种类型。
普通型无折断槽钢丝螺套主要用在盲孔或者深孔上,要求螺钉拧紧后其端头不会碰到钢丝螺套安装柄。
锁紧型钢丝螺套:把钢丝螺套中间的一圈或多圈制成多边形非变形圈,形成锁紧边,称为锁紧型钢丝螺套,分有折断槽和无折断槽两种类型。当螺栓穿过多边形圈,通过钢丝螺套自身的形变,产生相应的力矩,从而对装配螺钉起到锁紧防松作用,并具有普通型螺套的所有特点。
钢丝螺套专用丝锥

钢丝螺套专用丝锥
钢丝螺套专用丝锥用于加工钢丝螺套安装孔的专用内螺纹,结构尺寸依照国家标准《细柄机用和手用丝锥》GB3464 - 83 等标准要求制造,材料为 W6Mo5Cr4V2,可机用也可手用。

直槽丝锥
通用性很强,通孔或盲孔、有色金属或黑色金属都可使用,手攻、机攻都行,价格也相对便宜。但是针对性差,短锥用于盲孔,长锥用于通孔。

螺旋槽丝锥
比较适合在专用攻丝机或加工中心等设备上加工盲孔螺纹,加工时切屑向后排出,切削效率高,内螺纹表面质量好。

挤压丝锥
适合加工韧性较高的有色金属,尤其是铜、铝合金铸件,不锈钢件,采用挤压成形工艺加工出的内螺纹孔,抗拉、抗剪强度高,加工表面的粗糙度也较好。
有尾钢丝螺套安装工具

手动安装扳手
其基本原理是使钢丝螺套通过一段引导螺纹,迫使外径收缩,以便顺利装入底孔。

手动冲断器 / 自动冲断器
利用瞬间冲力折断钢丝螺套安装柄

卸套器
用于取出安装在底孔内螺纹中的钢丝螺套

钢丝螺套专用内螺纹塞规
用于检验钢丝螺套安装底孔的内螺纹
材料及性能
普通型钢丝螺套提供统一粗牙(UNC)、统一细牙(UNF)以及公制螺纹规格。原材料既可采用 304H 不锈钢生产,也可采用Nimonic 90、磷青铜等其他材料制造。
| 材料 (Material) | 牌号 (Grade) | 使用温度 (Service Temp) | 室温下抗拉强度 (Tensile Strength at RT) | 表面状况 (Surface Condition) |
| 不锈钢 (Stainless Steel) | 304H;321 | 425°C 短时间 short-term; 315°C 长时间long-term | >1400 MPa | 无涂层No coating; 镀镍Nickel-plated; 镀银Silver-plated |
| 高温合金 (High-Temperature Alloy) | Inconel X750; Nimonic 90 | 750°C 短时间short-term; 550°C 长时间long-term | >1400 MPa | 无涂层No coating; 镀镍Nickel-plated; 镀银Silver-plated |
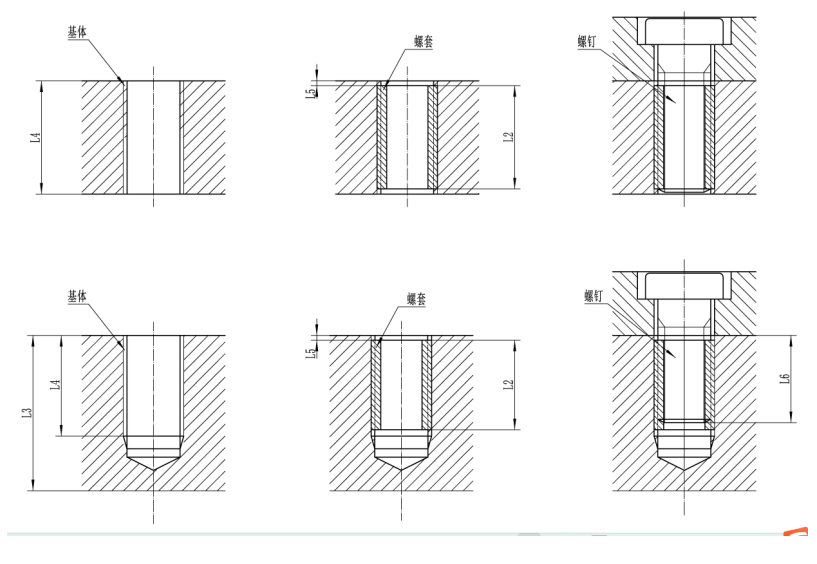
钢丝螺套公称长度L的选择
钢丝螺套公称长度L,也就是基本螺纹孔长度L2,通常按螺纹公称直径的倍数来供应,即L2=0.5d;0.75d;1d;1.25d;1.5d;2d;2.5d;3d……
螺纹公称直径也就是装在钢丝螺套中的螺钉公称直径d。
规格见excel表格
P:螺矩
W:钢丝螺套在自由状态下的圈数
D:钢丝螺套公称直径(螺钉公称直径)
Dz:钢丝螺套在自由状态下的外径
d0:钻孔时所选用的钻头直径
L1:钢丝螺套公称长度
L2:钢丝螺套安装后实际长度
L3:钻孔深度
L4:安装钢丝螺套用内螺纹孔螺纹深度(同 L1)
L5:钢丝螺套距安装表面的间距(L5=0.5P±0.25P)
L6:不去除安装柄时,螺栓最大拧入深度(同 L2)
公制系列钢丝螺套型式尺寸及安装参数表:
粗牙统一螺纹(UNC)钢丝螺套型式尺寸及安装参数
细牙统一螺纹(UNF)钢丝螺套型式尺寸及安装参数
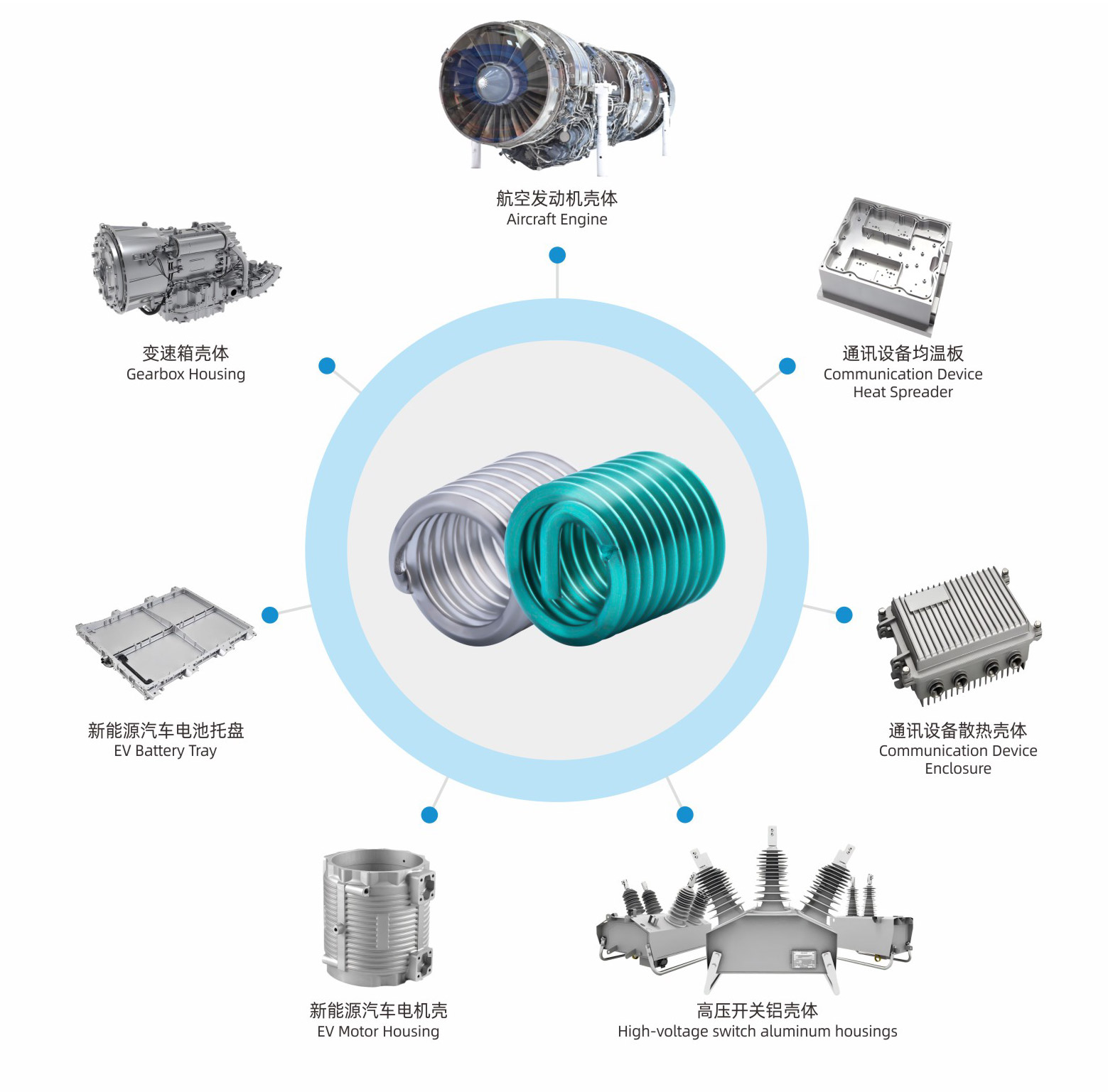
螺套产品应用



 典型应用场景
典型应用场景
钢丝螺套可在各种螺纹受力或易磨损部位使用,通过增强螺纹强度和抗腐蚀性,显著延长零部件寿命。
 相关推荐
相关推荐

无尾钢丝螺套
无尾钢丝螺套

有尾钢丝螺套
有尾钢丝螺套

自攻螺套
自攻螺套

配套工具及安装方法
配套工具及安装方法

插销螺套
插销螺套
返回顶部

扫一扫 关注我们